Automatic pipe end forming line “EFM” designed to form the ends of male and female chimney pipes at the same time ideal for the production of straight pipes, elbows and tee elements.

Automatic pipe end forming line “EFM” designed to form the ends of male and female chimney pipes at the same time ideal for the production of straight pipes, elbows and tee elements.
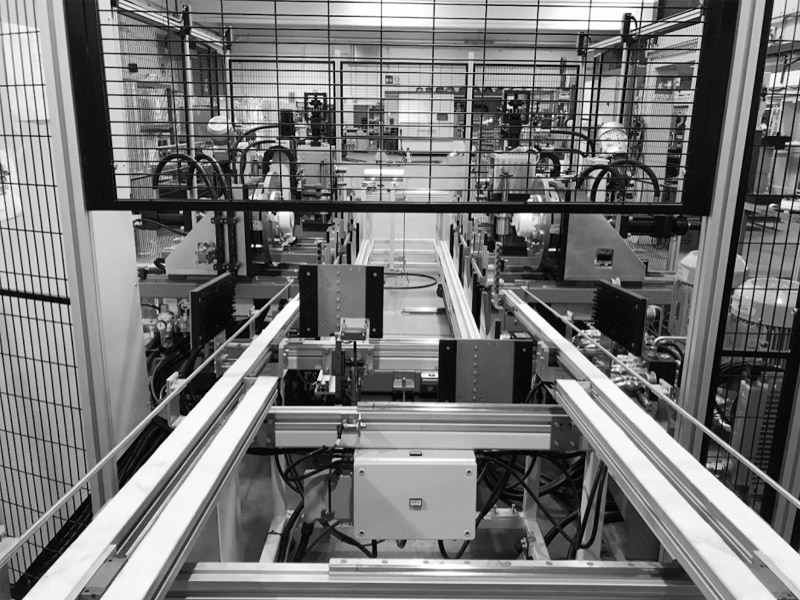
The EFM pipe end forming structure consists of a frame that has a monolithic structure because it is electrically welded and machined with a machine tool to guarantee the accuracy of the forming head assembly. On this base, three complete stations with pre-expanding heads and forming rollers are assembled and assembled to finish the tube profile.
Diameter range 50 to 500 mm
Tube length 350-500-1000-1500 mm
Thickness From 0.4 to 2 mm
Material Stainless steel, mild steel, galvanized, aluminized, copper.
Typology of forming Tool MATRIX.
Product Male/female ends for chimney pipe production.
Diameters Ø60 -400 mm
Thicknesses 0.4- 0.8 mm
Length From 350-500-1000 mm
Material Ferritic-austenitic stainless steel, galvanized
Power supply
Electric: 400V ± 5% 50Hz
Pneumatic: 6 bar
Color RAL 5017/7035; other color is available for an extra charge
Are you interested in the product? We will be happy to help!
Contact Us
Maintenance services
Downloads